֣�ݽ����е��������˾���ש�������8000���ú��ʯ�ս�ש�����������̡�

JZKϵ�����ש��������
|
|
|
|
|
|
JZK 90-4.0
|
20000 - 28000
|
132 + 315
|
9225x2890x3590
|
|
JZK 75-4.0
|
16000- 24000
|
110 + 250
|
8955x3075x3310
|
|
JZK 60-4.0
|
15000- 22000
|
90 + 200
|
8655x2450x2820
|
|
JZK 55-4.0
|
14000 - 20000
|
75 + 180
|
8360x2800x3590
|
|
JZK 50-3.5
|
13000 - 18000
|
55 + 132
|
5350x1800x2100
|
|
JZK 45-3.0
|
10000 - 13000
|
110 - 132
|
4960x1680x1750
|
|
JZK 40-3.0
|
8000 - 10000
|
90 - 110
|
4750x1500x1650
|
|
JZK 35-2.0
|
6000 - 8000
|
55 - 75
|
3750x1340x1550
|
|
JZK 30-2.0
|
4000 - 6000
|
45 - 55
|
3450x1220x1320
|
�������ש������� �� ���ש��—8000����ս�ש��������������Ƶ����ͣ�
ú��ʯ��Դ�dz��ḻ���ѻ����Ѵﵽ3000��t������ú���Ŵ��˿��ŷŵ�ú��ʯ���ۼƴ�600��t���ϣ���ÿ���������Ϊ60��t��ú��ʯ���ڴ�Ų�����ռ���أ�����Ⱦ�������ƻ���̬ƽ�⡣����ú��ʯ��ש��ú��ʯ�ۺ����õ�һ����Ч;���������˸����֣����Ϊ�������ɴ����۵ľ���Ч������Ч�档֣�ݽ����е��������˾
1. ���ש������������ѡ�����������е��������˾
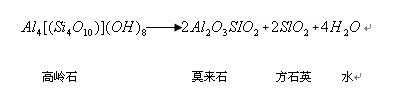
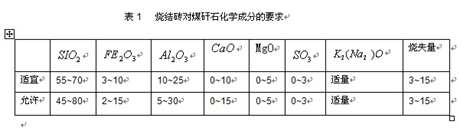
1.1ԭ�����ܣ� ú��ʯ��ú���ھɺ�ϴú�������ŷų��Ĺ���������̼�ʡ����ʺ�ɳ��ҳ�ҵĻ�������Զ��ʱ�����������Ȼ�糤�����������������γɵij�������ң�ǰ����Ȼ�����������˺����һ�����ж���ש���õġ�����ġ�������Ŀ����ʣ��Ǹ���ʯ������ʯ����ˮ��ĸ����ʯ��ϸ��״��ʯӢ�����ʣ����еĸ���ʯ������ʯΪ��������Ҫ�������ṩ���ԣ������ڸ��±���ʱ���γ�Ī��ʯ���������ʯ�����γ���������̵���ͨ��ѧ��ӦʽΪ��
���Ͻ����е��������˾�����ש�������8000���ú��ʯ�ս�ש��������
Ī��ʯ��һ��Ӳ�ʵĿ���ѧ��ʴ�����࣬��ϸ���ľ���ṹ����Ʒ��ǿ�ȸߣ���ʹ��Ʒ�нϸ�еǿ�ȵ���Ҫԭ������ʯ�ڱ��պ������������ҪҲ��Ī��ʯ������ʯ��ʯӢ����ճ�����ʣ����ų��ͺ��Ʒ�п��������ͱ��ε�����ϵ����ã��ڱ��սΣ���ʯ����һ�����ܼ����ײ������������ͻ���������ʺ�ʯӢ�������ڵIJ��㣬ʯӢ�������ڶ���������⣬���������ṩ����ͱ��չ���������ǿ�ȵ����á����Ͻ����е��������˾
��Ȼ�����������������������������Ϊ��ש�ķǻ�������緽��ʯ��ʯ��ʯ������ʯ�ȿ�������ש����������һ�㽲�������е�ҳ�һ�ú��ʯ������ֱ���������ս�ש�ģ����벻������ȫú��ʯש�����Ͻ����е��������˾
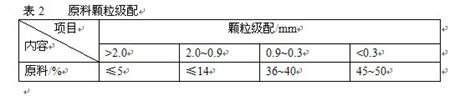
ͬʱ,���ǶԴ��˿���ʯɽ��ú��ʯ�����˳ɷַ���������1���Ͻ����е��������˾
 1.2ԭ������
��שú��ʯ������ָ����5.5~1.5.���Եͣ��������ѣ����ߣ����������ײ������ƣ�Ӱ����Ʒ���������˿���ʯ����ָ����6~6.5���ҡ���ˣ���������������ԭ�����ܷ����ս������Ʒ��Ҫ���Բ���һ�����չ��������ս����ש�����Ͻ����е��������˾
2 ��������֣�������е��������˾�����ש�������8000���ú��ʯ�ս�ש��������
2.1 ԭ���Ʊ���������֣�ݽ����е��������˾
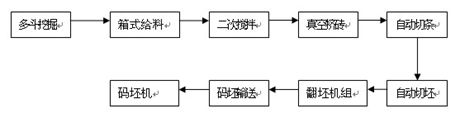
������������ͼ��
1.2ԭ������
��שú��ʯ������ָ����5.5~1.5.���Եͣ��������ѣ����ߣ����������ײ������ƣ�Ӱ����Ʒ���������˿���ʯ����ָ����6~6.5���ҡ���ˣ���������������ԭ�����ܷ����ս������Ʒ��Ҫ���Բ���һ�����չ��������ս����ש�����Ͻ����е��������˾
2 ��������֣�������е��������˾�����ש�������8000���ú��ʯ�ս�ש��������
2.1 ԭ���Ʊ���������֣�ݽ����е��������˾
������������ͼ��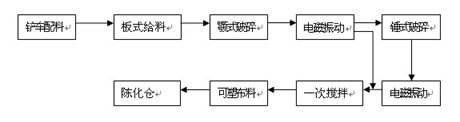 ���л������ṩ��ȷ���������˾���ѹ��������\��������˵���ʽ���ϻ��ϣ���ʽ���ϻ���Ҫ�Ǿ���ι�ϣ���ֹ�Ϻ�����٣�����һ�μ�ˮ����ʱ���Ϻ��ɺ�ʪ��������Ƥ������������ʽ���������������Ͼ�ɸ�֣�����Ҫ�������ֱ���͵�һ�ν������������Ҫ�������������ʽ��������з���������ͻ���ɸ����ɸ�֡�ɸ�ֺ�����Ͽ����������ǡ������������ή�����ϵ����Ժͳ���������ú��ʯ�ս�שԭ�Ͽ�������Ҫ�������2.
���л������ṩ��ȷ���������˾���ѹ��������\��������˵���ʽ���ϻ��ϣ���ʽ���ϻ���Ҫ�Ǿ���ι�ϣ���ֹ�Ϻ�����٣�����һ�μ�ˮ����ʱ���Ϻ��ɺ�ʪ��������Ƥ������������ʽ���������������Ͼ�ɸ�֣�����Ҫ�������ֱ���͵�һ�ν������������Ҫ�������������ʽ��������з���������ͻ���ɸ����ɸ�֡�ɸ�ֺ�����Ͽ����������ǡ������������ή�����ϵ����Ժͳ���������ú��ʯ�ս�שԭ�Ͽ�������Ҫ�������2.֣�ݽ����е��������˾��һ�ν������ˮ��Ҫ����20%���ң�����������ˮ����4%~5%�����ˮ����15%~16%�������п��沼����������뵽�»��֣�Ϊ�µ��������������»�����������ˮ�����������������˶���Ҳ������ˮ�ֿ�������������ڲ�����ԭ����ˮ�־����̶���ߣ��������������⣬�Ӷ��������������ԡ�2.2ש������֣�ݽ����е��������˾
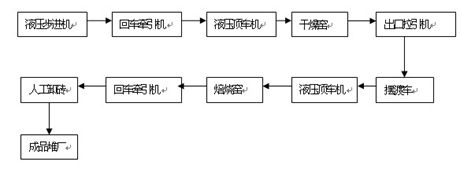
��������ͼ���£�
���»���3d�������жභ���������˵���ʽ���ϻ���������ȸ����ν��������ι�ϣ����������Ͻ�����ռ�ש�����ͣ�����ѹ��Ϊ3.8MPa����նȲ�����-0.08MPa�����������������������ͷ��������������б��飬������������ŵ�Ҥ���ϡ�֣�ݽ����е��������˾
2.3 ����ͱ���֣�ݽ����е��������˾�����ש�������8000���ú��ʯ�ս�ש��������
��������ͼ���£�
֣�ݽ����е��������˾�����ש�������8000���ú��ʯ�ս�ש��������
������ӵ�Ҥ����Һѹ���������봢�����ϣ����лس�ǣ������������Ҥǰ����30tҺѹ�����������Ҥ������Ҥ�ڵĸ���������б���ҤҤβ��ȡ�����������¶�Ϊ120~150���϶ȣ���������ʴ�Ҥ����ɢ���룬�������Զ������ȵķ�ʽ�������壬������ˮ������������������������ˮ������ɢ����������в���������ʴ��ߣ�����ָ���Ҥ���ڶ������ų�����ų�Ҥ�⡣
�������ճɹ���ǰ��������ؼ��Ĺ��ջ��ڣ�������������������������ƣ�ͬʱ���������ĺ�ˮ�ʲ��ܹ��ߣ�Ӧ������3%���£���������ʱ�������������������ƣ�����ʱ���µ��⡣���Ը����ƶȱ����ϸ��������õ��´������ѹ����������ʵ���������������������ĸ���Ҥ�¶����ߣ���ͼ1��ʾ��֣�ݽ����е��������˾
�����������аڶɳ��˵�����Ҥ������60tҺѹ������������Ҥ�����徭��Ԥ�ȴ��������£�����������ˮ�����ﱺ�մ���ԭ���еĿ����ʷ������ҵ�������ѧ�仯���ɶ��ֹ������������Щ��������������δ�ڻ��Ŀ�����ι̵�ճ����һ������ȴ������ȴ�����½ᾧ�γɼ�Ӳ��ʯ���ս�ש��Ʒ��֣�ݽ����е��������˾
����Ԥ�ȴ��Ǹ��ճɲ������ص㣬�����ǵ��º�̼�¶�������֮�أ�������������뱺�մ���ʣȼ�ϵĶ��٣��������ճ��¶ȵĸߵ͡�ͬʱԤ�ȴ�����������о���ת��������������ͣ���������γ�Һ�����������ٶȲ��ܹ�����һ�DZ������ͻȻ�ı���������Ӧ������Ƥ�忪�ѣ����DZ��ⷴӦ�����в����������Ų��������ս���������ͱ��֣����մ����¶�Ҳ���˹��ߣ����������������������Σ��γ����ש��
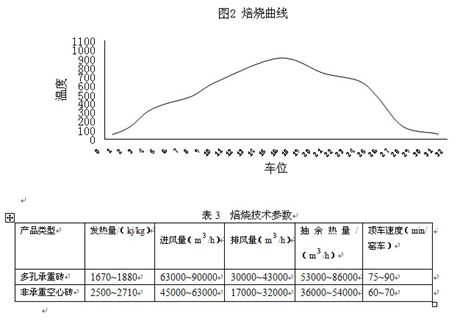
����Ҥβ������ȴ�����һ����ȴ��Ʒ�����Ǹ�����ȼ��ʱ�ṩ�������ȼ������Ҥ�µ���ȴ���ΪҤ���Ĺ����������£��ӳ�Ҥ���ֵ�ʹ�����������̷�����¶Ƚϵ͡���ˮ�ϴ�ķ����ų�Ҥ�⡣ͨ�������ŷ����ͽ������Ĵ�С�����Ըı�Ҥ��ѹ�����ߣ��Ӷ��ı�Ҥ�ڵ��¶ȿ��ƣ��ı�Ҥ���ճ����ߡ��������ٶȺͽ��������ŷ����ﵽƽ��ʱ������ָ�ڱ��մ�ȼ�գ������ճ��ܺõIJ�Ʒ�����������ʵ�����������ܽ������Ӧ���˿�ú��ʯ�ս�ש�ĺ����ı������ߣ���ͼ2��ʾ��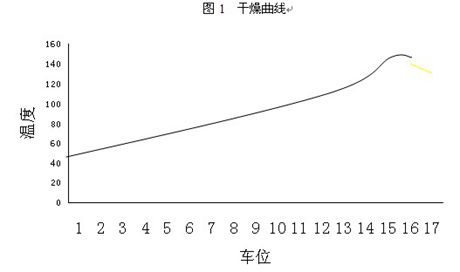
�����������аڶɳ��˵�����Ҥ������60tҺѹ������������Ҥ�����徭��Ԥ�ȴ��������£�����������ˮ�����ﱺ�մ���ԭ���еĿ����ʷ������ҵ�������ѧ�仯���ɶ��ֹ������������Щ��������������δ�ڻ��Ŀ�����ι̵�ճ����һ������ȴ������ȴ�����½ᾧ�γɼ�Ӳ��ʯ���ս�ש��Ʒ������Ԥ�ȴ��Ǹ��ճɲ������ص㣬�����ǵ��º�̼�¶�������֮�أ�������������뱺�մ���ʣȼ�ϵĶ��٣��������ճ��¶ȵĸߵ͡�ͬʱԤ�ȴ�����������о���ת��������������ͣ���������γ�Һ�����������ٶȲ��ܹ�����һ�DZ������ͻȻ�ı���������Ӧ������Ƥ�忪�ѣ����DZ��ⷴӦ�����в����������Ų��������ս���������ͱ��֣����մ����¶�Ҳ���˹��ߣ����������������������Σ��γ����ש��
����Ҥβ������ȴ�����һ����ȴ��Ʒ�����Ǹ�����ȼ��ʱ�ṩ�������ȼ������Ҥ�µ���ȴ���ΪҤ���Ĺ����������£��ӳ�Ҥ���ֵ�ʹ�����������̷�����¶Ƚϵ͡���ˮ�ϴ�ķ����ų�Ҥ�⡣ͨ�������ŷ����ͽ������Ĵ�С�����Ըı�Ҥ��ѹ�����ߣ��Ӷ��ı�Ҥ�ڵ��¶ȿ��ƣ��ı�Ҥ���ճ����ߡ��������ٶȺͽ��������ŷ����ﵽƽ��ʱ������ָ�ڱ��մ�ȼ�գ������ճ��ܺõIJ�Ʒ�����������ʵ�����������ܽ������Ӧ���˿�ú��ʯ�ս�ש�ĺ����ı������ߣ���ͼ2��ʾ����ͬ�����Ʒ�ı��ռ������������3.��ͬ�����Ʒ�ı��ռ������������3.
֣�ݽ����е��������˾ ���������ש�������8000���ú��ʯ�ս�ש���������о�
ú��ʯ��Դ�dz��ḻ���ѻ����Ѵﵽ3000��t������ú���Ŵ��˿��ŷŵ�ú��ʯ���ۼƴ�600��t���ϣ���ÿ���������Ϊ60��t��ú��ʯ���ڴ�Ų�����ռ���أ�����Ⱦ�������ƻ���̬ƽ�⡣����ú��ʯ��ש��ú��ʯ�ۺ����õ�һ����Ч;���������˸����֣����Ϊ�������ɴ����۵ľ���Ч������Ч�档֣�ݽ����е��������˾
1. ���ש������������ѡ�����������е��������˾
1.1ԭ�����ܣ� ú��ʯ��ú���ھɺ�ϴú�������ŷų��Ĺ���������̼�ʡ����ʺ�ɳ��ҳ�ҵĻ�������Զ��ʱ�����������Ȼ�糤�����������������γɵij�������ң�ǰ����Ȼ�����������˺����һ�����ж���ש���õġ�����ġ�������Ŀ����ʣ��Ǹ���ʯ������ʯ����ˮ��ĸ����ʯ��ϸ��״��ʯӢ�����ʣ����еĸ���ʯ������ʯΪ��������Ҫ�������ṩ���ԣ������ڸ��±���ʱ���γ�Ī��ʯ���������ʯ�����γ���������̵���ͨ��ѧ��ӦʽΪ��
���Ͻ����е��������˾�����ש�������8000���ú��ʯ�ս�ש��������
Ī��ʯ��һ��Ӳ�ʵĿ���ѧ��ʴ�����࣬��ϸ���ľ���ṹ����Ʒ��ǿ�ȸߣ���ʹ��Ʒ�нϸ�еǿ�ȵ���Ҫԭ������ʯ�ڱ��պ������������ҪҲ��Ī��ʯ������ʯ��ʯӢ����ճ�����ʣ����ų��ͺ��Ʒ�п��������ͱ��ε�����ϵ����ã��ڱ��սΣ���ʯ����һ�����ܼ����ײ������������ͻ���������ʺ�ʯӢ�������ڵIJ��㣬ʯӢ�������ڶ���������⣬���������ṩ����ͱ��չ���������ǿ�ȵ����á����Ͻ����е��������˾
��Ȼ�����������������������������Ϊ��ש�ķǻ�������緽��ʯ��ʯ��ʯ������ʯ�ȿ�������ש����������һ�㽲�������е�ҳ�һ�ú��ʯ������ֱ���������ս�ש�ģ����벻������ȫú��ʯש�����Ͻ����е��������˾
ͬʱ,���ǶԴ��˿���ʯɽ��ú��ʯ�����˳ɷַ���������1���Ͻ����е��������˾
1.2ԭ������
��שú��ʯ������ָ����5.5~1.5.���Եͣ��������ѣ����ߣ����������ײ������ƣ�Ӱ����Ʒ���������˿���ʯ����ָ����6~6.5���ҡ���ˣ���������������ԭ�����ܷ����ս������Ʒ��Ҫ���Բ���һ�����չ��������ս����ש�����Ͻ����е��������˾
2 ��������֣�������е��������˾�����ש�������8000���ú��ʯ�ս�ש��������
2.1 ԭ���Ʊ���������֣�ݽ����е��������˾
������������ͼ��
���л������ṩ��ȷ���������˾���ѹ��������\��������˵���ʽ���ϻ��ϣ���ʽ���ϻ���Ҫ�Ǿ���ι�ϣ���ֹ�Ϻ�����٣�����һ�μ�ˮ����ʱ���Ϻ��ɺ�ʪ��������Ƥ������������ʽ���������������Ͼ�ɸ�֣�����Ҫ�������ֱ���͵�һ�ν������������Ҫ�������������ʽ��������з���������ͻ���ɸ����ɸ�֡�ɸ�ֺ�����Ͽ����������ǡ������������ή�����ϵ����Ժͳ���������ú��ʯ�ս�שԭ�Ͽ�������Ҫ�������2.
֣�ݽ����е��������˾��һ�ν������ˮ��Ҫ����20%���ң�����������ˮ����4%~5%�����ˮ����15%~16%�������п��沼����������뵽�»��֣�Ϊ�µ��������������»�����������ˮ�����������������˶���Ҳ������ˮ�ֿ�������������ڲ�����ԭ����ˮ�־����̶���ߣ��������������⣬�Ӷ��������������ԡ�2.2ש������֣�ݽ����е��������˾
��������ͼ���£�
���»���3d�������жභ���������˵���ʽ���ϻ���������ȸ����ν��������ι�ϣ����������Ͻ�����ռ�ש�����ͣ�����ѹ��Ϊ3.8MPa����նȲ�����-0.08MPa�����������������������ͷ��������������б��飬������������ŵ�Ҥ���ϡ�֣�ݽ����е��������˾
2.3 ����ͱ���֣�ݽ����е��������˾�����ש�������8000���ú��ʯ�ս�ש��������
��������ͼ���£�
֣�ݽ����е��������˾�����ש�������8000���ú��ʯ�ս�ש��������
������ӵ�Ҥ����Һѹ���������봢�����ϣ����лس�ǣ������������Ҥǰ����30tҺѹ�����������Ҥ������Ҥ�ڵĸ���������б���ҤҤβ��ȡ�����������¶�Ϊ120~150���϶ȣ���������ʴ�Ҥ����ɢ���룬�������Զ������ȵķ�ʽ�������壬������ˮ������������������������ˮ������ɢ����������в���������ʴ��ߣ�����ָ���Ҥ���ڶ������ų�����ų�Ҥ�⡣
�������ճɹ���ǰ��������ؼ��Ĺ��ջ��ڣ�������������������������ƣ�ͬʱ���������ĺ�ˮ�ʲ��ܹ��ߣ�Ӧ������3%���£���������ʱ�������������������ƣ�����ʱ���µ��⡣���Ը����ƶȱ����ϸ��������õ��´������ѹ����������ʵ���������������������ĸ���Ҥ�¶����ߣ���ͼ1��ʾ��֣�ݽ����е��������˾
�����������аڶɳ��˵�����Ҥ������60tҺѹ������������Ҥ�����徭��Ԥ�ȴ��������£�����������ˮ�����ﱺ�մ���ԭ���еĿ����ʷ������ҵ�������ѧ�仯���ɶ��ֹ������������Щ��������������δ�ڻ��Ŀ�����ι̵�ճ����һ������ȴ������ȴ�����½ᾧ�γɼ�Ӳ��ʯ���ս�ש��Ʒ��֣�ݽ����е��������˾
����Ԥ�ȴ��Ǹ��ճɲ������ص㣬�����ǵ��º�̼�¶�������֮�أ�������������뱺�մ���ʣȼ�ϵĶ��٣��������ճ��¶ȵĸߵ͡�ͬʱԤ�ȴ�����������о���ת��������������ͣ���������γ�Һ�����������ٶȲ��ܹ�����һ�DZ������ͻȻ�ı���������Ӧ������Ƥ�忪�ѣ����DZ��ⷴӦ�����в����������Ų��������ս���������ͱ��֣����մ����¶�Ҳ���˹��ߣ����������������������Σ��γ����ש��
����Ҥβ������ȴ�����һ����ȴ��Ʒ�����Ǹ�����ȼ��ʱ�ṩ�������ȼ������Ҥ�µ���ȴ���ΪҤ���Ĺ����������£��ӳ�Ҥ���ֵ�ʹ�����������̷�����¶Ƚϵ͡���ˮ�ϴ�ķ����ų�Ҥ�⡣ͨ�������ŷ����ͽ������Ĵ�С�����Ըı�Ҥ��ѹ�����ߣ��Ӷ��ı�Ҥ�ڵ��¶ȿ��ƣ��ı�Ҥ���ճ����ߡ��������ٶȺͽ��������ŷ����ﵽƽ��ʱ������ָ�ڱ��մ�ȼ�գ������ճ��ܺõIJ�Ʒ�����������ʵ�����������ܽ������Ӧ���˿�ú��ʯ�ս�ש�ĺ����ı������ߣ���ͼ2��ʾ��
�����������аڶɳ��˵�����Ҥ������60tҺѹ������������Ҥ�����徭��Ԥ�ȴ��������£�����������ˮ�����ﱺ�մ���ԭ���еĿ����ʷ������ҵ�������ѧ�仯���ɶ��ֹ������������Щ��������������δ�ڻ��Ŀ�����ι̵�ճ����һ������ȴ������ȴ�����½ᾧ�γɼ�Ӳ��ʯ���ս�ש��Ʒ������Ԥ�ȴ��Ǹ��ճɲ������ص㣬�����ǵ��º�̼�¶�������֮�أ�������������뱺�մ���ʣȼ�ϵĶ��٣��������ճ��¶ȵĸߵ͡�ͬʱԤ�ȴ�����������о���ת��������������ͣ���������γ�Һ�����������ٶȲ��ܹ�����һ�DZ������ͻȻ�ı���������Ӧ������Ƥ�忪�ѣ����DZ��ⷴӦ�����в����������Ų��������ս���������ͱ��֣����մ����¶�Ҳ���˹��ߣ����������������������Σ��γ����ש��
����Ҥβ������ȴ�����һ����ȴ��Ʒ�����Ǹ�����ȼ��ʱ�ṩ�������ȼ������Ҥ�µ���ȴ���ΪҤ���Ĺ����������£��ӳ�Ҥ���ֵ�ʹ�����������̷�����¶Ƚϵ͡���ˮ�ϴ�ķ����ų�Ҥ�⡣ͨ�������ŷ����ͽ������Ĵ�С�����Ըı�Ҥ��ѹ�����ߣ��Ӷ��ı�Ҥ�ڵ��¶ȿ��ƣ��ı�Ҥ���ճ����ߡ��������ٶȺͽ��������ŷ����ﵽƽ��ʱ������ָ�ڱ��մ�ȼ�գ������ճ��ܺõIJ�Ʒ�����������ʵ�����������ܽ������Ӧ���˿�ú��ʯ�ս�ש�ĺ����ı������ߣ���ͼ2��ʾ����ͬ�����Ʒ�ı��ռ������������3.��ͬ�����Ʒ�ı��ռ������������3.
֣�ݽ����е��������˾�����ש�������8000���ú��ʯ�ս�ש�����������̡�